Electrostatic Precipitator
Specialists
Events Calendar
News Releases
This Old Box Newsletter
Swap Shop - Used Stuff
Sales Items - New Stuff
Books & References
Employment Opportunities
Professional Organizations
ESP Terminology
ESP Photographs
Consultant
Organizations
OEMs
Rebuild, Parts & Construction
Accessory Products & Equip.
Lab/Testing/Modeling Co.
Contact us at
trkeng@apcnetwork.com
Managed by:
TRK Engineering Services
Information on:
TRK Engineering
Precipitator
Seminars
Remote
Monitoring
|
| Pictures
of Build-ups in the ESP |
Back to |
The causes of material buildup can be many, including,
ineffective rapping, boiler tube leaks, over-conditioning of the gas, gas
distribution, ash / fuel chemistry, process conditions and upsets,
ineffective or absence of hopper heating, cold zones and flat spots in the
ESP, among others. Buildup can
inhibit ESP performance when it distorts gas flow, reduces electrical
clearances causing premature spark-over and ground conditions, damages
internal components and/or promotes reentrainment of collected material.
|

|
Hopper buildup due to hopper heater
failure, ash removal problems and carbon carryover from low NOx burners.
The buildup was 6-8 feet up into the collecting surface
plates and discharge electrodes (RDE), grounding the field.
This can cause permanent damage to the electrodes and
collecting surfaces. It
also creates a hazardous condition for opening of the hopper access
door. Clinker formation
in the hopper inhibited ash removal.
It has also caused warpage of the hopper baffle. |
|

|
|

|
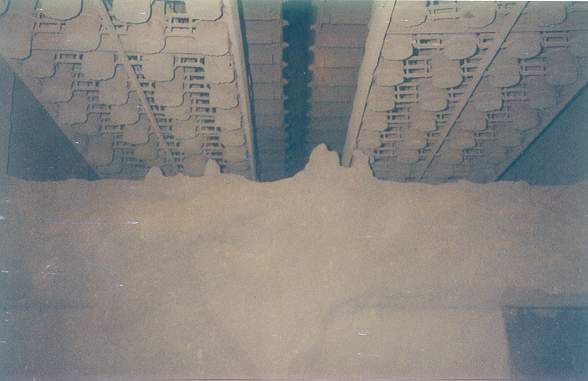
Material buildup on the hopper crotch is
approaching the lower discharge electrode frames.
This can cause a reduction in power levels due to excessive
sparking, or lead to a ground condition.
The burn mark in the discolored area of ash buildup BELOW is
a charge line from a short condition. |
|

|
|

|
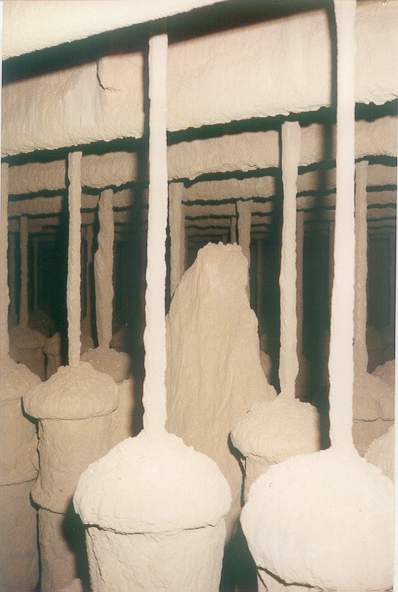
The excessive buildup on the electrodes are due to
boiler tube leaks and gas conditioning.
Power levels have suffered as a result.
Normal rapping was not able to dislodge the material.
The RDEs had to be manually rapped by hand during an outage. |
|

|
An inlet field of a recovery boiler ESP coated with
black liquor due to splashing. This was due to fluctuations in
liquor levels, and agitator design and rotation. It had
grounded the field and was not allowing thermal expansion of the
wire electrodes, which causes them to lose tension and fatigue with
movement. |
|

|
Heavy
ash buildup on an internal walkway between ESP fields.
If not removed, this could grow into the adjacent fields, or
reentrain back into the gas stream. |
|

|
Buildup off the discharge
electrode weight guide frame could promote sparking and ground the
field. |
|

|
Ash buildup behind the
collecting surface support channels.
If allowed to harden, this could dampen rapping
effectiveness. |
|

|
This
buildup on an 18" horizontal ledge at the precipitator outlet
plenum has nowhere to go but to drop into the ID fan and out the
stack. A baffle was
installed at this site to limit buildup and direct the material into
the outlet hopper. |
Back to APC
Network Main Page
|